市面上最常見的運輸箱 宅配箱、外銷箱...包裝方式。
雙邊底蓋互相交疊之紙箱 故能承受較重使紙箱不易破裂。
常見的軋盒型式, 常用於較小產品包裝。
常用於中型產品 因底部為封膠方式 故能承受較大重量
又稱封套紙盒 常見於餅乾或其他高單價商品 也常搭配內襯做使用。
這邊指的是一般瓦楞紙箱印刷,如果你還不清楚何謂瓦楞紙箱印刷及彩色紙盒印刷,你應該先看看我們對於瓦楞紙產品的詳細介紹。
1874年,由美國人奧立佛‧郎(Oliver ‧ Long)發明雙面瓦楞紙版(現今的三層箱),運輸包裝就漸漸開始使用瓦楞紙箱。
2020年,在運輸包裝上瓦楞紙箱的占比更是高達80%,也因為主要功能用於運輸包裝、保護產品。外觀往往只是印上一些必要信息( 如公司資訊、外銷內容等 ... ) 但到了現今這個如此競爭的社會,就連包裝用的紙箱也成為了另外一片戰場。
這篇就讓我們來討論設計紙箱印刷的 3 個眉角吧 !!
1.出血尺寸,這件事你我都該瞭解。
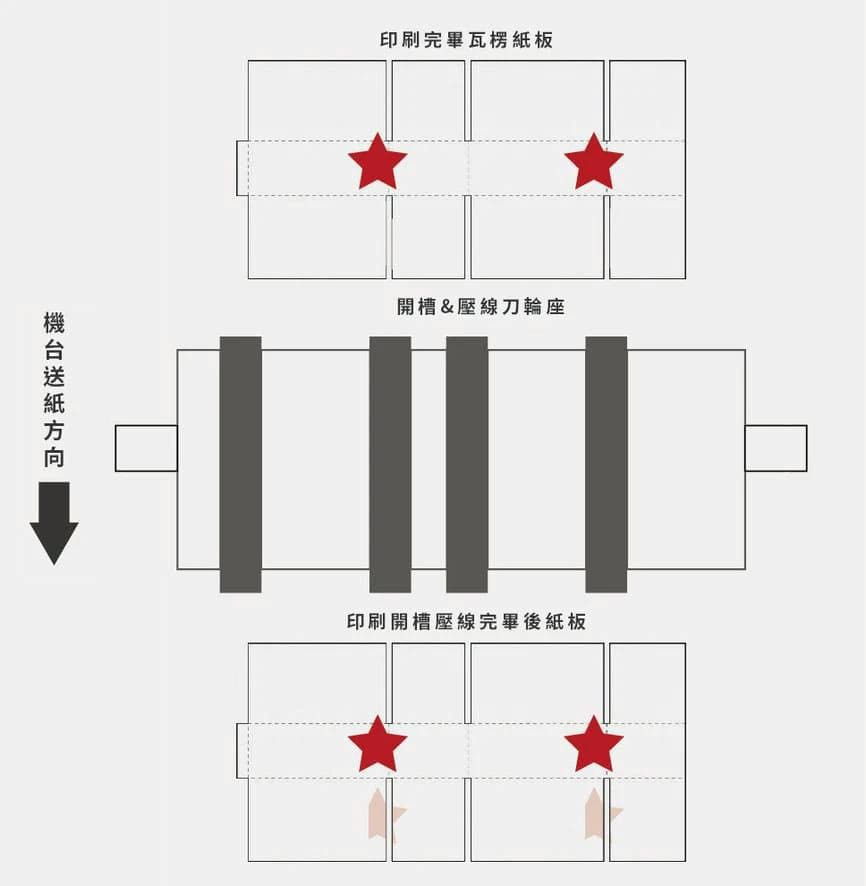
現台灣瓦楞紙印刷機台大多都屬印刷及開槽結合,這樣的機台若需要印製滿版印刷就容易造成"拖色"。印刷通常希望顏色飽滿,所以印刷完畢時油墨通常較為飽和,這時馬上接續開槽等加工程序,會造成油墨未乾馬上接觸到機台其他部分,就會產生"拖色"(如下圖)。至於需要預留多大的空間,因機器不同所以每間加工廠通常不太一樣。我們會建議邊緣的上下左右皆須在往內抓 8mm。
2.滿版印刷,效果通常不如你所預期。
我們都知道在電腦看設計物時,跟成品出來後通常都會有一些落差,表面為棕褐色的瓦楞紙更是如此。因印製瓦楞紙機台的著墨輪與彩色印刷不同,且印刷版材質也不同,瓦楞紙印刷多採用柔版印刷,所以在印製時容易造成印刷壓力使印刷版變形,印刷版變形的情況下,印刷成品就會容易有毛邊或是著墨不勻的狀況。瓦楞紙特殊的楞(浪)型也是容易造成滿版印刷不均勻的其中因素,雖然在肉眼下紙板是平面的,但在印刷受力情況下,楞(浪)的凹凸會更加明顯。這兩個原因就是造成目前瓦楞紙箱的滿版彩色箱極為不普遍的原因。
3.細緻印刷,若有牽涉於掃描須特別注意。
在紙箱印刷上常見到為了便於出貨用的條碼,或是想要增加更多曝光機會的QR CODE等其他細緻微小的印刷,但你有想過這件事情造成多少印刷技師的苦惱嗎 !? 現在就讓我們告訴你,細緻印刷在紙箱上需要的注意2件事情:
【工欲善其事,必先利其器】
大家都希望自己的包裝是最美觀的,但必須設計師要先了解所有印刷的注意事項,再加上印刷廠的專業配合才可以做出完美且合乎預期的紙箱。